連云港采購吊鉤通過拋丸機(jī)價(jià)格
發(fā)布時(shí)間:2024-03-11 00:42:21
連云港采購吊鉤通過拋丸機(jī)價(jià)格
首先應(yīng)用于鑄造業(yè)鑄鋼、鑄鐵件的表面粘砂及氧化皮的清除,。幾乎所有的鑄鋼件,、灰鑄件、 瑪鋼件,、球鐵件等都要進(jìn)行拋丸處理,。這不僅是為了清除鑄件表面氧化皮和粘砂,同時(shí)也是鑄件質(zhì)量檢查前不可缺少的準(zhǔn)備工序,, 比如大型氣輪機(jī)機(jī)殼在進(jìn)行無損探傷以前須進(jìn)行嚴(yán)格的拋噴丸清理,,以保證探傷結(jié)果的可靠性。在一般鑄件生產(chǎn)中,,是發(fā)現(xiàn)鑄件表面缺陷如皮下氣孔,、渣孔以及粘砂、冷隔,、起皮等的必不可少的工藝手段,。
連云港采購吊鉤通過拋丸機(jī)價(jià)格
特點(diǎn)。布置:因處理量較大,,采用拋丸器布置在頂部或側(cè)面,,拋丸相互補(bǔ)充,從而得到均勻*致的清理效果,。全封閉密封機(jī)構(gòu),,由耐磨合金板及迷宮式密封等組成,改變了丸砂在拋丸時(shí)蹦出室外的現(xiàn)象,。拋丸室熱區(qū)采用軋制Mn13高*護(hù)板,,此材質(zhì)密度大,硬度高,,壽命為鑄鋼護(hù)板的3倍以上,,是65Mn護(hù)板壽命的6倍以上,無縫覆蓋,,更換方便,。并充分利用彈丸的反彈形成二次清理,。 可以根據(jù)工件的大小來確定拋丸器的開啟數(shù)量,這樣可以減少不必要的能量浪費(fèi),,同時(shí)減少對設(shè)備不必要的破環(huán),。供丸系統(tǒng)采用特殊的氣控供丸閘閥和工件光電檢測,防止彈丸空拋,。較傳統(tǒng)的氣缸更為穩(wěn)定,、可靠。

連云港采購吊鉤通過拋丸機(jī)價(jià)格
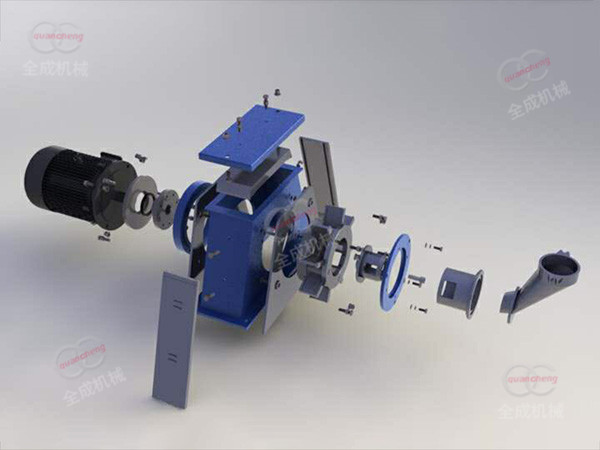
1,、本機(jī)主要由室體,、轉(zhuǎn)臺、螺旋輸送器,、分離器,、提升機(jī)、輸丸裝置,、拋丸器,、除塵系統(tǒng)等部分組成了一個(gè)結(jié)構(gòu)簡單、緊湊的轉(zhuǎn)臺式拋丸機(jī),。2,、廣泛應(yīng)用于鑄造和汽車制造業(yè),具有生產(chǎn)效率高,密封效果好,結(jié)構(gòu)緊湊,裝卸件方便技術(shù)含高等特點(diǎn)。3,、這種類型的設(shè)備適合加工對稱零件,。4、也可定位在某個(gè)角度,與幾個(gè)多點(diǎn)定位的拋頭配合,實(shí)現(xiàn)對非對稱零件的加工,。

連云港采購吊鉤通過拋丸機(jī)價(jià)格
內(nèi)螺旋輸送器定期檢查措,。有縱向螺旋及橫向螺旋,負(fù)責(zé)將拋丸清理后的鋼丸輸送至頂部分離器,,螺旋輸送裝置經(jīng)受鋼丸的擊打時(shí)間久后易變行,,造成螺旋電機(jī)的損傷,因此應(yīng)定期檢查螺旋輸送裝置,。

連云港采購吊鉤通過拋丸機(jī)價(jià)格
有3條螺旋輸送器,,一條在拋丸機(jī)的頂部,負(fù)責(zé)將鋼砂輸送到儲砂倉,。兩條位于拋丸機(jī)的底部,,橫向、縱向交叉安裝,,用于對落下的鋼砂進(jìn)行循環(huán)輸送,,螺旋葉片在運(yùn)行過程中,長期受鋼絲切丸或鑄造鋼砂的擦傷性摩擦,,螺旋葉片磨損較快,,加之鋼砂在撞擊中產(chǎn)生大量的熱,以致鋼砂溫度較高,,更加劇螺旋葉片的磨損,。將更換下來的螺旋軸進(jìn)行修復(fù)的方法是:加覆螺旋葉片。首先,,以螺旋輸送器葉片外徑螺旋軸外徑為基礎(chǔ),,用數(shù)控火焰切割機(jī)切割出圓環(huán)扇面板(或稱葉片),材料選擇厚度為8 mm的65Mn鋼板,。將螺旋軸放置 水平支座上,,以能靈活轉(zhuǎn)動為宜,然后將環(huán)扇面板緊密靠在螺旋葉片的磨損向上,,用J506焊條定位焊焊接牢固,。為使圓環(huán)扇面板能與原有磨損葉片方向保持一致,要邊定位焊邊用錘敲擊覆實(shí),,必要時(shí)可用氫氧焰對扇面板進(jìn)行烘烤,,這樣依次進(jìn)行。把磨損葉片全部定位焊覆完,,轉(zhuǎn)動螺旋軸,,檢查整個(gè)螺旋軸葉片有無明顯凸起和凹陷,用氣割對所覆葉片進(jìn)行修復(fù),;之后,,用J5O6焊條將所覆葉片四周滿焊,角焊焊腳為8mm,,扇面對接處滿焊全熔透,。設(shè)備原螺旋輸送葉片為65Mn鋼板,這說叫即使修復(fù)完畢,,如不進(jìn)行耐磨處理,,螺旋葉片仍將在半年內(nèi)磨損失效,因此只有對螺旋片做耐磨處理,,才可能延長網(wǎng)帶式拋丸機(jī)螺旋輸送器的壽命,。